Lubrifier et graisser les axes des Ultimaker S-line
Pour vous assurer que votre tête d’impression et votre plateau Z peuvent bouger sans problème à tout moment, il est conseillé de lubrifier les axes tous les mois. Ceci n’est normalement nécessaire qu’après la première année d’impression. Si les essieux sont secs, cela peut apparaître sur vos impressions sous forme de petites crêtes sur les surfaces. Appliquez un peu d’huile sur les essieux au moins une fois par mois. Une bouteille d’huile est incluse dans la boîte d’accessoires de votre imprimante UltiMaker série S. Cette huile est spécifiquement destinée aux axes lisses de l’imprimante. Utilisez uniquement l’huile fournie, car l’utilisation d’autres huiles ou graisses peut affecter le revêtement des axes, ce qui peut affecter les performances de votre imprimante. Attention : Avant de commencer, éteignez l’imprimante ou assurez-vous qu’elle est désactivée dans UltiMaker Digital Factory pour empêcher le démarrage de nouvelles tâches d’impression à distance. Lubrification axes X et Y Tout d’abord, vérifiez si les axes sont propres. Si nécessaire, utilisez une serviette en papier ou un chiffon en microfibre pour essuyer toute poussière ou saleté des axes. Ensuite, appliquez une petite goutte d’huile sur chacun des axes X et Y ainsi que sur les deux arbres de tête d’impression. Déplacez manuellement la tête d’impression pour répartir uniformément l’huile. Remarque : N’appliquez pas trop d’huile sur les axes, car elle pourrait couler des axes sur la plaque de construction, ce qui affecterait l’adhérence de l’impression. Si une goutte d’huile tombe sur la plaque de construction, nettoyez-la soigneusement avant d’imprimer. Lubrification axes Z Appliquez une petite goutte d’huile sur chacun des axes Z. Ouvrez le menu Préférences (icône d’engrenage) sur l’écran UltiMaker et accédez à Maintenance → Build plate → Move build plate . Sélectionnez Augmenter puis Abaisser pour déplacer la plaque de construction de haut en bas afin de répartir uniformément l’huile. Remarque : N’appliquez pas d’huile sur la vis mère du moteur Z. Celui-ci doit être lubrifié avec la graisse fournie une fois tous les trois mois. Lubrification des axes X et Y Lubrification des axes Z Attention : N’utilisez jamais de graisse (Magnalube ou Eurol) sur les axes lisses de votre imprimante. Si vous l’avez fait accidentellement, assurez-vous de nettoyer soigneusement les arbres avant d’appliquer l’huile pour la relubrification. Graissage vis mère La vis mère est connectée au moteur Z et contrôle les mouvements de l’étage Z. Pour assurer un mouvement fluide de l’étage Z, il est recommandé d’appliquer périodiquement de la graisse sur la vis mère. Au fil du temps, il faudra peut-être réappliquer de la graisse pour maintenir un mouvement constant et précis de la platine Z. Vérifiez la vis mère une fois tous les trois mois et réappliquez de la graisse si nécessaire. Un tube de graisse est inclus dans la boîte d’accessoires de votre imprimante UltiMaker série S. Remarque : Pour des résultats optimaux, cette action de maintenance doit être effectuée tous les trois mois sur toutes les imprimantes de la série S. Cependant, pour l’UltiMaker S7, cela est particulièrement important pour éviter les problèmes. En raison du poids accru de l’étage Z par rapport aux S3 et S5, la plaque de construction peut se coincer ou tomber de manière inattendue si cette action de maintenance n’est pas effectuée à temps. Consignes d’entretien Attention : Avant de commencer, éteignez l’imprimante ou assurez-vous qu’elle est désactivée dans UltiMaker Digital Factory pour empêcher le démarrage de nouvelles tâches d’impression à distance. Remarque : n’utilisez jamais de graisse sur les axes lisses de l’UltiMaker S3, S5 ou S7. Cela affectera les performances de votre imprimante. Si vous l’avez fait accidentellement, assurez-vous de nettoyer soigneusement les arbres avant d’appliquer l’huile pour la relubrification. Astuce : L’image ci-dessus montre la graisse Magnalube, de couleur verte. En 2022, UltiMaker est passé à une autre marque de graisse (Eurol). Les deux types de graisse peuvent être utilisés pour l’entretien de votre imprimante UltiMaker série S. Lors du changement de type de graisse, il est recommandé de nettoyer d’abord la vis mère, comme décrit à l’étape 2 des instructions ci-dessus.
Exporter les fichiers Log – Ultimaker 2+ Connect
Lors d’échanges avec notre Support Technique 3découverte, nous pouvons être amené à vous demander de nous faire parvenir les fichiers Log de votre imprimante. Ces fichiers Log reprennent de façon chronologique, l’ensemble des événements qui ont affecté l’imprimante et l’ensemble des actions qui ont résulté de ces événements. Pour les extraire afin de nous les envoyer par mail, veuillez suivre les étapes suivantes : 1/ Sur l’écran de votre imprimante cliquez sur l’icône de la roue crantée pour accéder au menu « Maintenance » et scrollez vers la bas jusqu’à « Diagnostic« 2/ Cliquez sur « Diagnostic« 3/ Cliquez sur « Export log files« 4/ Connectez une clé USB vide à votre imprimante puis cliquez sur « Save files« Ensuite, faites-nous parvenir les éléments copiés en pièce jointe lors de vos échanges avec notre Service Technique.
Nettoyer les chargeurs Ultimaker S-Line
Les informations contenues dans cet article s’appliquent aux imprimantes de la série UltiMaker S-Line, y compris les UltiMaker S3, S5 et S7. Si l’UltiMaker S5 ou S7 est utilisé en combinaison avec une station de matériau, des instructions supplémentaires sont mises en surbrillance avec une icône de station de matériau. Les chargeurs transmettent le filament à la tête d’impression. Pour s’assurer que la bonne quantité de matériau est extrudée, il est important que les engrenages du feeder puissent tourner en douceur. Après de nombreuses heures d’impression, ou lorsque le matériau a été broyé, il est possible qu’il y ait de petites particules de filament dans les chargeurs. Il est recommandé de nettoyer l’intérieur des feeder après trois mois. Pour ce faire, les feeders doivent être ouverts. Instructions Attention : avant de commencer, éteignez l’imprimante ou assurez-vous qu’elle est désactivée dans UltiMaker Digital Factory pour empêcher le démarrage à distance de nouveaux travaux d’impression. Les étapes suivantes doivent être effectuées pour le chargeur 1 et le chargeur 2. 1. Décharger le matérielDans le menu Configuration , sélectionnez Décharger pour les deux matériaux. Sortez le filament des chargeurs. Vous pouvez, mais vous n’êtes pas obligé, retirer les bobines du porte-bobines. Ensuite, éteignez l’imprimante. 2. Réduire la tension du chargeurRéduisez la tension du chargeur en tournant le boulon en haut du chargeur avec le tournevis hexagonal, jusqu’à ce que l’indicateur soit complètement en haut. 3. Retirez le tube Bowden et le colletRetirez le clip de serrage de l’extrémité du chargeur du tube Bowden, appuyez sur la pince de couplage du tube et tirez le tube Bowden vers le haut hors du chargeur. Ensuite, retirez également la pince de couplage du tube. 4. Ouvrir le chargeurUtilisez le tournevis hexagonal pour desserrer les quatre boulons du boîtier du chargeur. Retirez délicatement la partie avant du chargeur de l’imprimante et mettez-la de côté. 5. Nettoyez le chargeurUtilisez une petite brosse pour nettoyer délicatement toutes les particules de filament de la roue moletée, de l’axe du capteur de débit et de l’intérieur du boîtier du chargeur.Astuce : Lors du nettoyage du chargeur, notez le motif sur la molette. Cela peut être pertinent si le chargeur doit être remplacé. Voir cette page pour plus d’informations. 6. Remontez le chargeurPlacez à nouveau la partie avant sur le chargeur et poussez-la fermement en place. Insérez les quatre boulons et serrez-les en croix, en commençant par le coin supérieur gauche.Conseil : Assurez-vous que toutes les pièces du chargeur sont toujours en place. Si l’anneau d’alimentation en bas est sorti, remettez-le en place avec le côté le plus large en bas. Assurez-vous que le haut du boulon indicateur de tension se trouve à l’intérieur du boîtier du chargeur. 7. Insérez la pince et le tube BowdenReplacez la pince de couplage du tube dans le chargeur, puis enfoncez le tube Bowden. Fixez-le avec le clip de serrage. 8. Réinitialisez la tension du chargeurRéinitialisez la tension du chargeur en tournant le boulon en haut du chargeur, jusqu’à ce que l’indicateur soit à la marque du milieu (ou au réglage de tension correct pour votre matériau). Remarque : Avant de recharger vos matériaux, vérifiez si d’autres actions de maintenance sont également nécessaires, telles que le nettoyage des tubes Bowden (une fois par mois) ou la lubrification de l’engrenage du chargeur (une fois par an). Travaillez efficacement en combinant les actions de maintenance.
Découvrez le Build Platform 2L de Formlabs
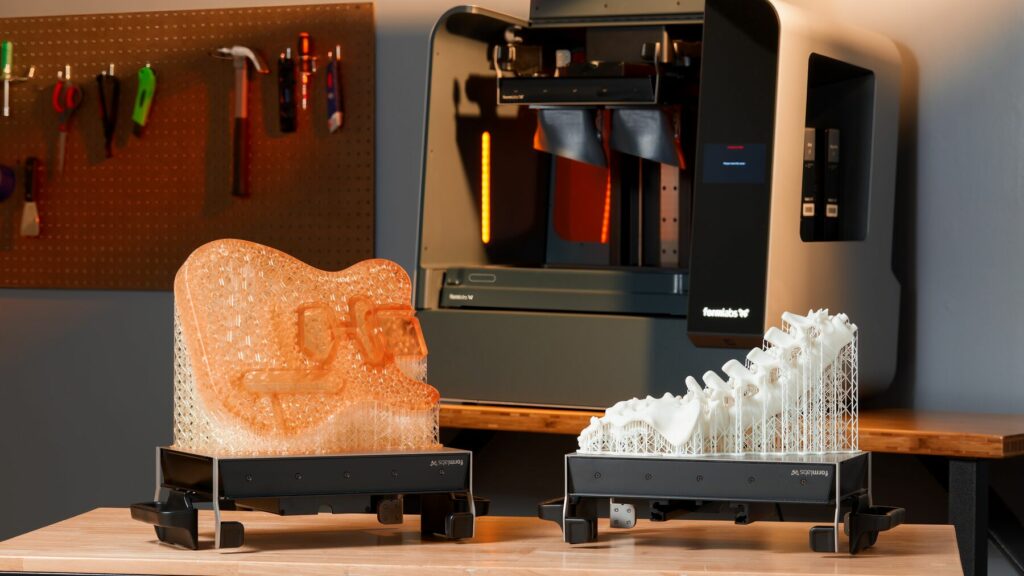
La Build Platform 2L est le chaînon qui manquait au flux de travail de l’impression 3D SLA grand format sur la Form 3L/3BL. Grâce à la technologie de détachement rapide (Quick Release Technology), les utilisateurs peuvent imprimer des pièces de toutes tailles directement sur la plateforme de fabrication et les retirer facilement sans gratter ni faire levier.
Formlabs présente la première résine auto-extinguible certifiée UL 94 V-0
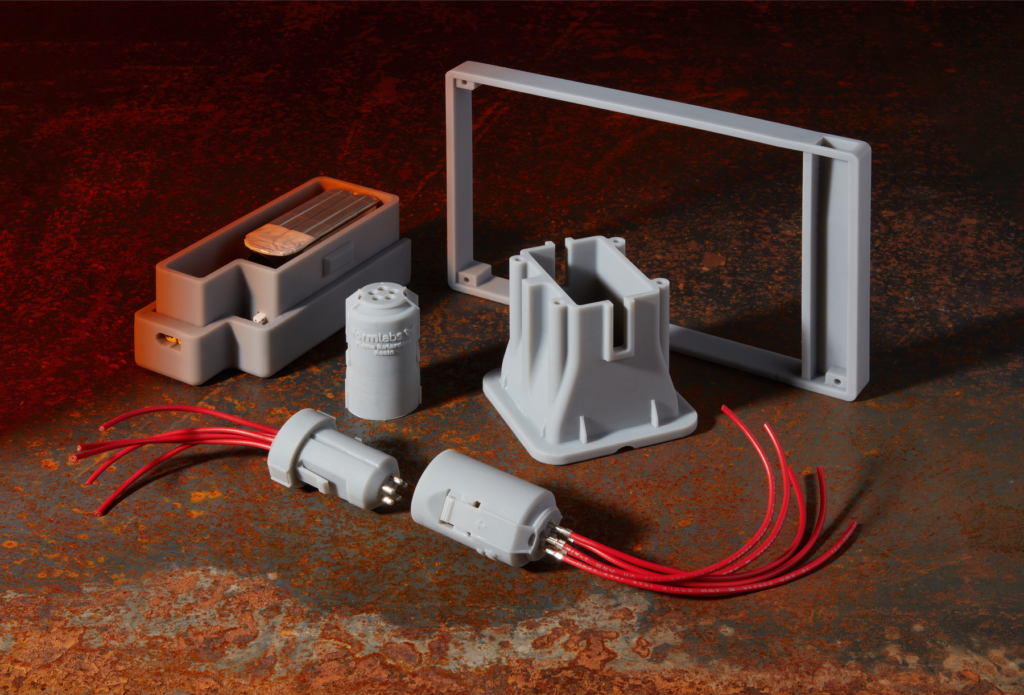
Commencez à imprimer avec la première résine auto-extinguible certifiée UL 94 V-0 de Formlabs, développée pour les secteurs du transport, de l’aviation, de la production industrielle, de l’électronique et de l’aérospatiale. Utilisez Flame Retardant Resin pour imprimer facilement en 3D des pièces rigides et capables de résister à la chaleur ou au fluage qui fonctionneront à long terme dans des environnements intérieurs et industriels avec des températures élevées ou des sources d’inflammation.
Télécharger les fichiers diagnostic sur Form 3+ / 3B+
Les imprimantes SLA Formlabs tiennent à jour des fichiers diagnostic pour fournir des informations détaillées sur l’imprimante. Joignez ces fichiers diagnostic avec d’autres observations et détails pertinents lorsque vous contactez l’assistance Formlabs ou votre revendeur agréé, afin d’accélérer la résolution de problèmes. Pour les imprimantes connectées à Internet en Wi-Fi ou par Ethernet : Pour les imprimantes non connectées à Internet : Les imprimantes SLA Formlabs tiennent à jour des fichiers diagnostic pour fournir des informations détaillées sur l’imprimante. Joignez ces fichiers diagnostic avec d’autres observations et détails pertinents lorsque vous nous contactez, afin d’accélérer la résolution de problèmes. En savoir plus sur les options de connexions réseau et hors réseau.
Utilisation de la poudre TPU 90A de Formlabs
Cet article concerne Fuse 1 Series, Poudres (SLS) La poudre TPU 90A est un élastomère SLS, avec une résistance élevée à la déchirure et à l’allongement, sans danger pour le contact avec la peau. Utilisez la poudre TPU 90A pour imprimer des pièces solides et flexibles pour les applications d’utilisation finale, la fabrication de ponts ou le prototypage fonctionnel. Recommandé pour: Remarque: Avant d’utiliser la poudre TPU 90A, vérifiez que le firmware de votre Fuse Sift est à jour . Formlabs recommande d’utiliser un taux de rafraîchissement de 20 % et une atmosphère d’impression à air ambiant pour la poudre TPU 90A afin d’obtenir des résultats cohérents. Formlabs ne recommande pas d’imprimer le TPU 90A avec une atmosphère de gaz inerte car il n’offre aucun avantage connu pour ce matériau. Comparaison avec d’autres matériaux Voir le tableau ci-dessous pour une comparaison des propriétés des matériaux pertinents : TPU 90A Nylon 11 Nylon 12 Résistance ultime à la traction (MPa) 8.7 49 50 Résistance à la déchirure X/Y (kN/m) 66 – – Résistance à la déchirure Z (kN/m) 39 – – Allongement à la rupture X/Y (%) 310 40 11 Allongement à la rupture Z (%) 110 – 6 Duromètre/Dureté Shore 90A – – Note : La poudre de TPU 90A nécessite une agitation pour s’assurer qu’elle s’écoule correctement. Utilisez une tige en bois pour agiter la poudre dans la trémie avant l’impression. Pour de meilleurs résultats, suivez les spécifications de conception Formlabs pour l’impression SLS . Reportez-vous à l’article d’assistance Démarrer une impression (SLS) pour ouvrir le modèle dans PreForm, l’orienter et l’envoyer à l’imprimante . Utilisation du TPU 90A avec Fuse 1+ 30W Le TPU 90A a tendance à se déposer au fil des jours et nécessite une agitation pour ramener la poudre à un état où elle s’écoulera avec succès. Remuez la poudre dans la trémie avant d’imprimer, en particulier si l’imprimante est restée inutilisée pendant plus de trois jours. Veillez à ne pas cogner ou endommager l’agitateur au fond de la trémie lors de l’agitation de la poudre. Utilisation du TPU 90A avec Fuse 1 En raison de la sensibilité de la Fuse 1 aux bourrages de poudre, ne remplissez la trémie de la Fuse 1 qu’avec un peu plus de poudre que la quantité requise pour un travail d’impression à venir, comme indiqué par Preform. Le poids de la poudre supplémentaire peut entraîner une agglutination de la poudre et un sous-dosage ultérieur. Imprimez des travaux plus petits avec moins de pièces chaque fois que possible pour éviter les bourrages. Si la Fuse 1 n’a pas imprimé au cours de la dernière semaine et qu’il y a de la poudre TPU 90A dans la trémie, videz complètement la trémie en suivant les instructions ci-dessous : Utilisation du Fuse Sift avec de la poudre de TPU 90A La poudre TPU 90A ne peut être utilisée qu’avec les modèles Fuse Sift 1.1 et ultérieurs. Pour vérifier si votre modèle Fuse Sift est compatible avec la poudre TPU 90A, recherchez un autocollant gris indiquant le numéro de version. Cet autocollant se trouvera soit dans le tiroir des cartouches, soit sur le panneau arrière de l’unité à côté du port Ethernet. Si votre Fuse Sift n’a pas cet autocollant, veuillez contacter le support 3découverte avant d’utiliser votre Fuse Sift avec ce matériau. Avant d’utiliser la poudre TPU 90A, vérifiez que le firmware de votre Fuse Sift est à jour . Il est généralement plus facile d’extraire des pièces d’un gâteau de poudre TPU 90A lorsqu’il est encore chaud, mais les chambres de construction qui ont refroidi à température ambiante peuvent également être déballées avec succès. La poudre TPU 90A nécessite généralement un temps de tamisage plus long que les autres poudres SLS. Si le temps de tamisage augmente, le tamis peut être obstrué par de la poudre. Si cela se produit, nettoyez ou remplacez le tamis . La poudre TPU 90A est compatible avec le maillage de 150 microns fourni en standard avec le Fuse Sift. Dans certains cas, la poudre de TPU 90A peut ne pas s’écouler correctement dans les trémies Fuse Sift, ce qui entraîne l’échec des tentatives de dosage de poudre. Si cela se produit, utilisez la tige d’agitation recommandée ou une autre tige en bois pour agiter la poudre dans les trémies de poudre fraîche et utilisée. Lors du mélange de la trémie de poudre fraîche, désinstallez l’ensemble du couvercle rectangulaire et mettez-le de côté avec ses vis pour un meilleur accès. Entre les tirages Nettoyage du dessus du boîtier d’impression De la poudre peut s’accumuler au sommet de l’enceinte d’impression, en particulier sur les pistes, les zones entre les bacs à poudre et le haut de la chambre de construction. Cet excès de poudre peut fusionner et être entraîné dans la chambre de construction lors des impressions ultérieures. Passez soigneusement l’aspirateur sur cette zone pour éviter les problèmes d’impression. Entre les impressions, nettoyez les deux bacs à trémie et la zone autour du chemin du recoater à l’aide d’un aspirateur conforme avec des composants antistatiques . Utilisez l’aspirateur, équipé d’une petite brosse ou d’un tuyau flexible, pour nettoyer toutes les poudres des bacs. Si nécessaire, utilisez de l’air comprimé ou un dépoussiéreur à gaz pour éliminer la poudre des zones difficiles d’accès. Vérifiez en particulier l’accumulation de poudre le long des parois intérieures et des coins des auges. Fermez la porte du boîtier d’impression et déplacez les moteurs des batteurs pour déloger la poudre à nettoyer. Pour déplacer les moteurs de batteurs : Mise en garde : Ne sélectionnez aucune des options du menu Motor Moves lorsque la porte de l’enceinte d’impression est ouverte ou si des objets se trouvent sur le chemin des mécanismes de manipulation de la poudre en haut de l’enceinte d’impression. Les pièces mobiles présentent un risque d’écrasement ou d’emmêlement. Si nécessaire, appuyez sur le bouton Stop sur l’écran tactile pour arrêter un mouvement du moteur. Changer de matériaux Les imprimantes Fuse 1 génération, le Fuse Sift et les accessoires associés sont
Gérer les travaux d’impression dans Digital Factory
Cet article concerne Digital Factory Avec Digital Factory, vous pouvez rationaliser votre flux de travail d’impression 3D avec l’onglet des travaux d’impression. Celui-ci offre un aperçu complet à l’échelle de la flotte de toutes les impressions en cours et en attente. Ensuite, mettez en pause/abandonnez/réimprimez – et envoyez même des travaux d’impression à n’importe quelle autre imprimante 3D avec un contrôle granulaire. Envoi de travaux d’impression depuis Ultimaker Cura Pour envoyer un travail d’impression à une imprimante à partir d’Ultimaker Cura, vous pouvez simplement appuyer sur le bouton Imprimer via le cloud dans la partie inférieure droite de l’écran. Si le bouton ne mentionne pas Imprimer via le cloud , cliquez sur la flèche déroulante et sélectionnez Imprimer via le cloud . Travailler avec des imprimantes connectées dans Ultimaker Cura Impression à partir de la bibliothèque numérique En enregistrant les fichiers d’impression dans la bibliothèque numérique, vous pouvez envoyer des travaux d’impression à votre imprimante à partir de votre navigateur. Dans un projet, appuyez sur le bouton Imprimer à côté du fichier d’impression pour ouvrir la boîte de dialogue de sélection d’imprimante. Après le bouton d’impression, Digital Factory vous montrera les imprimantes compatibles vers lesquelles envoyer votre travail. En savoir plus sur la bibliothèque numérique Surveiller les travaux d’impression dans Digital Factory Vous pouvez suivre les travaux d’impression envoyés à une imprimante connectée via Ultimaker Cura, la bibliothèque numérique ou USB dans la section des travaux d’impression de Digital Factory. Utilisez la navigation sur le côté pour basculer entre les travaux d’impression en cours, en attente ou dans l’historique. En savoir plus sur les différentes façons d’envoyer des travaux d’impression Recherche et filtrage des travaux d’impression Sur la page des travaux d’impression, vous pouvez rechercher n’importe quel travail d’impression à l’aide de la barre de recherche. Vous pouvez rechercher le nom du travail d’impression, le nom de l’imprimante ou le nom d’utilisateur. Dans le panneau de filtre, vous pouvez filtrer les travaux d’impression sur l’imprimante ou sélectionner les travaux d’impression que vous avez envoyés uniquement. Gestion de votre file d’attente de travaux d’impression Vous souhaitez optimiser la disponibilité de l’imprimante ? Lorsque plusieurs travaux d’impression attendent la même imprimante, vous pouvez modifier l’ordre des travaux d’impression sur la page de détails de l’imprimante. Ou déplacez les travaux d’impression vers une autre imprimante, lorsqu’ils sont envoyés sur le cloud. Copier les travaux d’impression dans la bibliothèque numérique Vous souhaitez enregistrer une tâche d’impression pour plus tard ? Sur la page des travaux d’impression, vous pouvez copier un travail d’impression dans un projet de bibliothèque numérique existant ou dans un nouveau projet. Cela ne fonctionne que pour les travaux d’impression envoyés via le cloud. Ceci est particulièrement utile pour réimprimer des travaux d’impression que vous souhaitez partager avec d’autres. Utilisez la bibliothèque numérique pour stocker des fichiers d’impression et partager des projets avec d’autres. En savoir plus sur la bibliothèque numérique Réimpression des travaux d’impression dans Digital Factory Sur la page des travaux d’impression, vous pouvez réimprimer les travaux d’impression en cours, en attente ou dans l’historique. Cela vous permet de dupliquer ou de réimprimer des travaux d’impression quand vous en avez besoin. Vous recherchez un historique illimité des tâches d’impression ? Seuls les utilisateurs disposant d’un abonnement Ultimaker Professional peuvent bénéficier d’un historique illimité des travaux d’impression. Si vous n’utilisez pas encore Professional, Digital Factory gardera une trace d’un maximum de 20 travaux d’impression par imprimante. Rapports En téléchargeant un rapport sur les travaux d’impression, vous pouvez effectuer votre propre analyse du nombre total de travaux d’impression envoyés au sein de votre organisation. Cela permet d’avoir un aperçu des activités d’impression 3D de votre organisation. En savoir plus sur les rapports d’impression
Nettoyer la buse Ultimaker 2+
Le nettoyage de la buse de votre Ultimaker 2+ ou Ultimaker 2 Extended+ peut améliorer vos résultats d’impression. Lorsque de la saleté ou des matériaux carbonisés s’accumulent à l’intérieur de la buse, vous pouvez avoir des problèmes d’extrusion, ou ces pièces brûlées peuvent apparaître dans votre modèle imprimé. Vous pouvez remplacer la buse , mais les problèmes d’extrusion peuvent souvent être résolus en nettoyant l’intérieur de la buse. Il existe un processus simple pour cela, qui ne nécessite pas le démontage de la tête d’impression. Vous n’aurez qu’à retirer le tube Bowden. C’est ce qu’on appelle la méthode d’extraction à chaud et à froid ou, comme on l’appelait auparavant, la méthode atomique. Astuce : Cette méthode peut être utilisée comme maintenance corrective lorsque la buse est bouchée. Il est également recommandé d’effectuer ce processus à titre préventif lors de la commutation entre des matériaux ayant des températures d’impression très différentes. Instructions Pour nettoyer la buse, procédez comme suit : Attention : La buse deviendra chaude. Ne touchez pas la buse avec vos mains pendant ce processus et soyez prudent lors du nettoyage. Préparation 1. Décharger le matériel Retirez le matériau de l’imprimante en allant dans Material-Change . Attendez que le matériel se décharge. Après cela, sélectionnez Annuler au lieu de charger un nouveau spool. 2. Placez la tête d’impression Placez manuellement la tête d’impression dans le coin avant droit de l’imprimante. Cela vous donne un accès facile à la tête d’impression et évite d’endommager les axes de la tête d’impression. 3. Retirer le tube Bowden Retirez le clip de serrage de la tête d’impression. Appuyez sur le collet de couplage du tube blanc et tirez le tube Bowden vers le haut et hors de la tête d’impression. 4. Coupez du filament Coupez une longueur de filament, environ 20 cm. Vous pouvez utiliser du PLA pour cela, mais d’autres matériaux (non flexibles) fonctionneront également. Ultimaker propose également un filament de nettoyage prédécoupé. 5. Chauffer la buse Accédez à Maintenance – Avancé – Chauffer la buse pour sélectionner manuellement la température de la buse. Pour PLA, choisissez 200 – 220 ºC. Pour l’ABS, le filament de nettoyage ou d’autres matériaux à plus haute température, choisissez 240 – 260 ºC. Nettoyage 1. Insérez le filament Lorsque la buse a atteint sa température cible, insérez le morceau de filament dans la tête d’impression. Il est recommandé de tenir le filament avec une pince. 2. Tirage à chaud Appliquez une certaine pression sur le filament et retirez-le immédiatement. Cela élimine la majorité des matériaux carbonisés. 3. Couper et répéter Coupez le bout du filament que vous venez de retirer. Répétez les étapes 2 et 3 plusieurs fois jusqu’à ce que la pointe ressorte assez propre. Insérez à nouveau le filament dans la tête d’impression et maintenez-le à cet endroit. 4. Baisser la température de la buse Dans le menu Chauffer la buse , diminuez la température de la buse. Pour PLA, choisissez 80 – 100 ºC. Pour l’ABS, le filament de nettoyage ou d’autres matériaux plus à haute température, choisissez 140 – 160 ºC. Continuez à appliquer une pression sur le filament jusqu’à environ 50 ºC au-dessus de la température cible. 5. Tirage à froid Lorsque la buse a atteint la température cible, retirez le matériau de la tête d’impression avec une traction rapide et ferme. Assurez-vous d’utiliser des pinces pour cela. 6. Inspectez Vérifiez la pointe du filament. Il doit ressortir propre et en forme de cône (comme l’intérieur de la buse). S’il n’est pas propre, augmentez à nouveau la température et répétez les étapes 3 à 6. Exemples : Remontage 1. Insérez le tube Bowden Repoussez le tube Bowden dans la tête d’impression. Assurez-vous qu’il est complètement inséré. Fixez-le avec le clip de serrage. 2. Charger le matériel Par le menu Maintenance – Avancé , sélectionnez Insertion matière . Suivez les étapes à l’écran pour recharger votre filament. 3. Vérifier l’extrusion Si les tirages à chaud et à froid ont été effectués correctement, le filament devrait à nouveau s’écouler en douceur de la buse. Remarque : Les instructions pour la méthode atomique originale ont été fournies par Atomic Bob et 3D Verkstan .
Changer la buse Ultimaker 2+
L’Ultimaker 2+ dispose d’un bloc chauffant avec des buses facilement interchangeables. Une buse de 0,4 mm est déjà installée et des tailles de buse supplémentaires (0,25 mm, 0,6 mm et 0,8 mm) sont incluses dans les accessoires. Des packs de buses supplémentaires pour toutes les tailles ou un mélange peuvent être achetés séparément. Installez une taille de buse différente pour des impressions plus rapides ou pour obtenir plus de détails. Pour changer la buse, utilisez la clé de 7 mm incluse dans la boîte d’accessoires. Astuce : Avant de retirer la buse, effectuez une traction à froid pour enlever les résidus de matière de l’intérieur de la buse. Cela garantit que la buse est plus facile à retirer, et qu’elle est propre et prête à l’emploi si vous souhaitez réinstaller cette buse plus tard. Exigences Pour changer la buse, vous pouvez utiliser la clé de 7 mm incluse dans la boîte d’accessoires. Étant donné que cette procédure nécessite de manipuler la buse pendant qu’elle est chaude, des gants de protection (thermiques) sont conseillés. Instructions 1. Retirez le matériau Commencez par retirer le matériau de la tête d’impression. Le filament ne doit être que partiellement déchargé, jusqu’à ce qu’il soit visible au-dessus de la tête d’impression. Utilisez la procédure Changement de matériau ou augmentez la température de la buse via le menu Maintenance et déchargez le filament manuellement. 2. Placez la tête d’impression Placez manuellement la tête d’impression au milieu ou à l’avant-centre du portique. Cela vous donne un bon accès à la buse. 3. Augmenter la température de la buse Dans le menu Maintenance , sélectionnez Régler la température de la buse . Augmentez la température à 100 ºC et attendez que la buse chauffe. Cela facilite le desserrage de la buse. 4. Retirez la buse Utilisez la clé de 7 mm pour dévisser la buse du bloc chauffant, dans le sens des aiguilles d’une montre Attention : La buse est chaude. Prenez les mesures appropriées pour attraper la buse lorsqu’elle est détachée du bloc chauffant. Des gants de protection (thermiques) sont conseillés. 5. Installez la nouvelle buse Sélectionnez la buse souhaitée et vissez-la manuellement dans le bloc chauffant jusqu’à ce qu’elle soit serrée à la main. Enfin, utilisez la clé pour serrer complètement la buse Attention : Soyez prudent, car le bloc chauffant est encore chaud. Des gants de protection (thermiques) sont conseillés. Lorsque la nouvelle buse est installée, quittez le menu Régler la température de la buse . Vous pouvez maintenant recharger le matériel. Remarque : Si vous choisissez de ne pas recharger immédiatement votre matériau, n’oubliez pas de baisser la température de la buse à 0 ºC dans le menu Régler la température de la buse , sinon la buse restera chaude. Paramètres Si une buse de taille différente a été installée, modifiez ce paramètre dans Ultimaker Cura pour préparer votre prochaine tâche d’impression. Cela garantit que tous les paramètres de profil, tels que la largeur de ligne et la hauteur de couche, sont optimisés.